
Case study - Process optimization
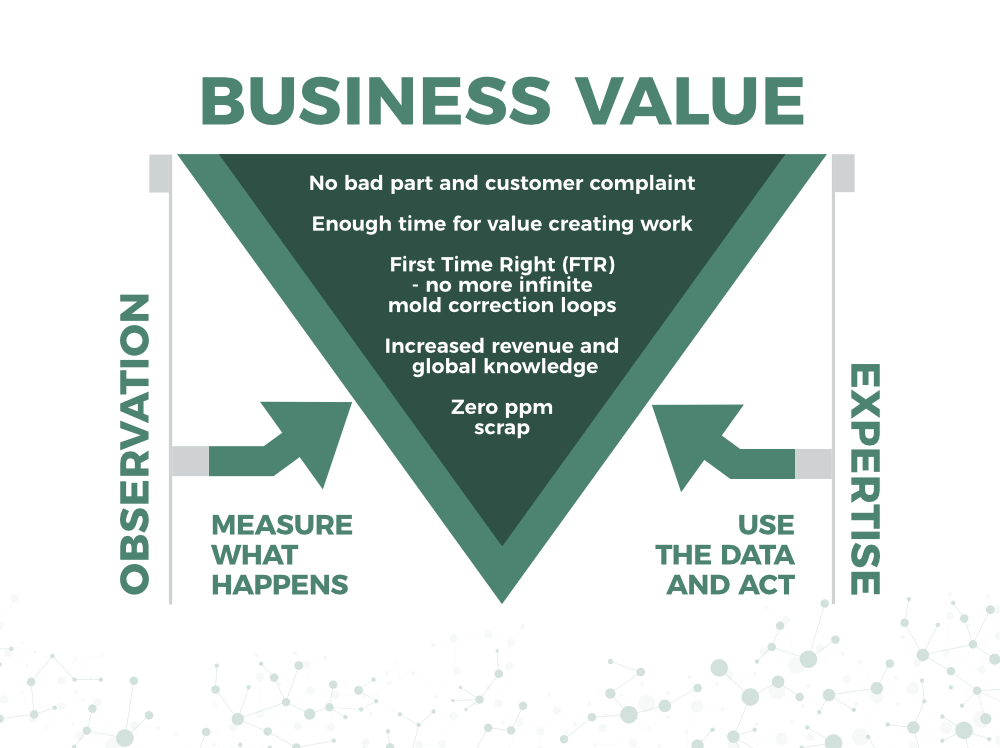
In our case study, we present a project where our partner aimed to reduce production start-up and troubleshooting times, establish a stable process, and achieve a longer tool life.
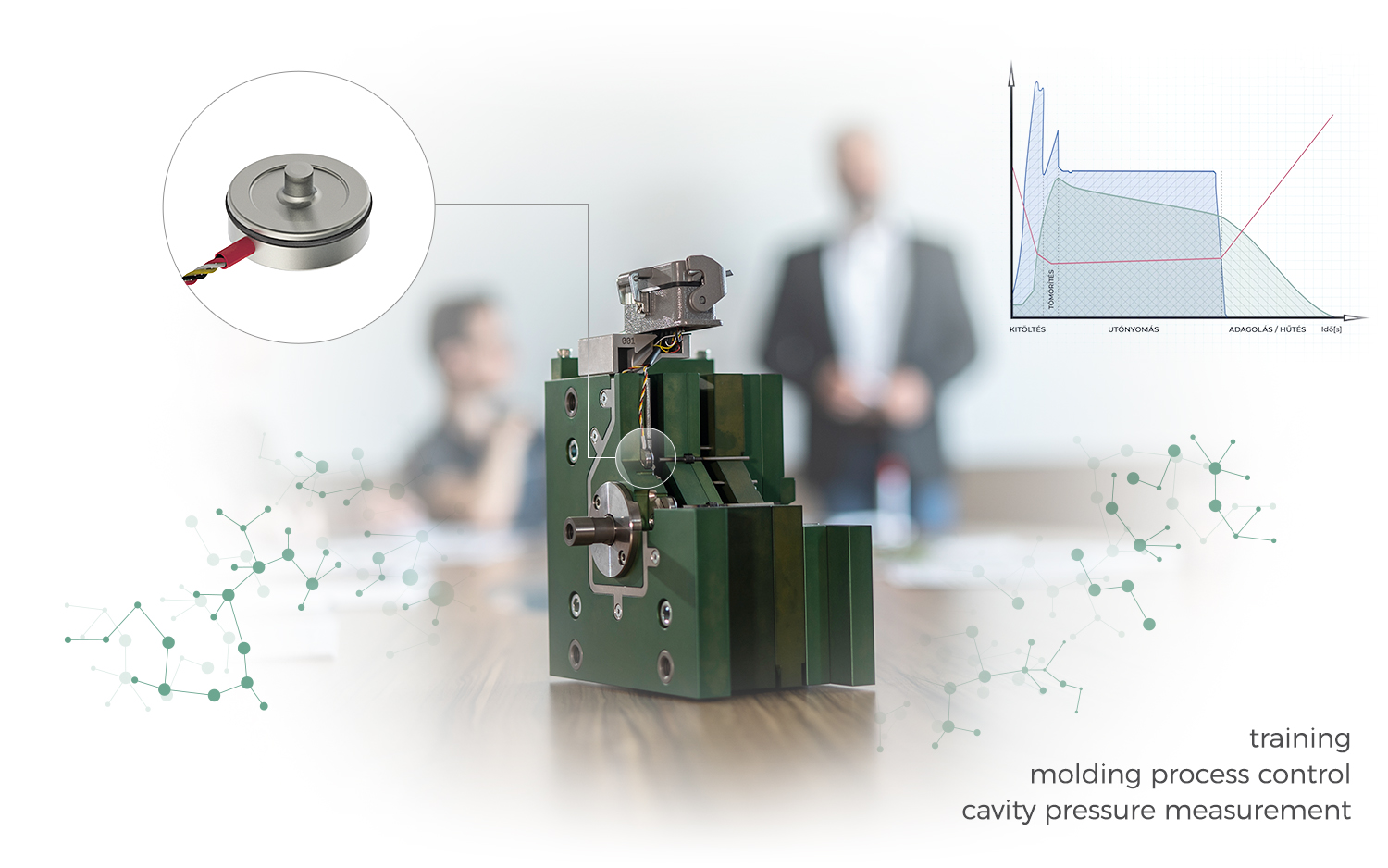
New generation production control system for injection moulding! Automated scrap selection (short shot, cavity unbalance, deformation, warpage, sink mark, etc.) based on cavity pressure measurement, real-time control (transfer, switchover, valve gate control, safety stop, stop production, etc.) of the injection moulding machine, storage of all data locally or even on a central database (network based solution). All this within one system.
In our case study, we present a project where our partner aimed to reduce production start-up and troubleshooting times, establish a stable process, and achieve a longer tool life.
This year, Cavity Eye Hungary Kft. will exhibit for the sixth time at the Fakuma fair which will be held on 17-21. October in Friedrichshafen, Germany.
In our case study we present a case where our customer's short shot and flash problems could be traced back to unstable process and hot runner problems.