WinInMo presenting its network during Innovation Day at Wirth
2020. December| 8 min
From: Thomas Braun, Cavity Eye Germany GmbH
Automotive and other industries still have concerns about foamed plastic parts. Although mechanical properties and surface quality increases and at the same time lowering the weight, there are still doubts about undefined and invisible bubbles inside the moulded part. The network "WinInMo" is working to address concerns to improve transparency - by monitoring the pressure and temperature parameters in the tool for each moulded part.
The network "WinInMo" (www.wininmo.de) develops solutions for a sustainable and permanently reliable injection moulding process. Goals include energy savings, optimalization of heating and temperature control circuits and the operational reliability of cooling water circuits. This requires a new conception and development of the thermal installation space, the cooling water treatment and online monitoring of all process parameters. Developments with new biogenic plastics open up additional future market opportunities. CAVITY EYE provides the visualization of the process parameters and supervises the entire injection moulding process.

On the Wirth Innovation day visitors came from mostly automotive, cunsomer industry, general injection moulding industry. The WinInMo network partners provided detailed information for the visitors about several solutions to individual technical tasks. There was a live demonstration of this solutions at an injection moulding machine.

Demonstrator part "Dekoschale" with Class A surface
Why to work with foamed plastic?
Foamed plastics brings a number of advantages for part quality and process management: No sink marks, lower part weight, no holding pressure and lower clamping force requirement. Wirth located in Helmbrechts builds about half of it his tools for physical foaming and therefore has extensive experience with process engineering variants and optimization options in terms of component quality. It is common for plastic foams that better surface require high mould temperature, but it will lose the valuable cycle time.
The variotherm process is an effective strategy to convert the typically flaky surfaces of foamed parts to even Class A surfaces by controlled temperature changes of the mould wall. The combination of this alternating tempering with "negative embossing", that open the mould after volumetric filling of the cavity as a new and cost-effective possibility of using the same material for increasing the mechanical properties and to improve the surface quality of moulded parts.
Live demonstration - production supported with innovative technologies
The investigation is demonstrated by a decorative arched bowl with a width of 500 mm, 2 mm wall thickness, several openings and Class A structured high gloss surface.
This demonstration shows the feasibility of a normally bad surface behaviour of a foam processed part in combination with a Class A surface and higher mechanical stability through negative embossing – which is typical for automotive interior parts.
The test mould runs on a 16,000 kN injection moulding machine KraussMaffei MX 1600-17200 BluePower with Mucell plasticizing unit in the technical center at Wirth. The company designed and built this mould with variotherm temperature channels inside additively manufactured tool inserts. These are anti-corrosion coated for long-term use. The part is injected directly at the backside via a 4-drop needle valve gate hot runner system from Incoe.
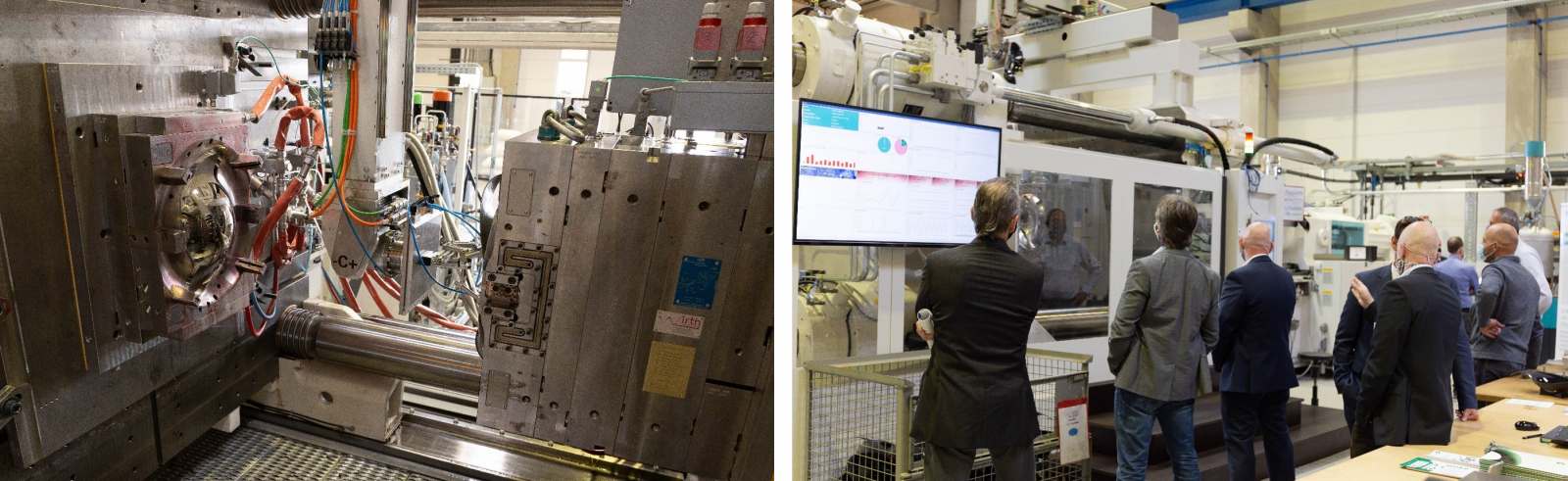
Injection moulding tool with Class A surfaces and variotherm process (left), 16.000 kN injection moulding machine KraussMaffei MX 1600 with process monitor (right)

Cavity Eye live demostration (down)
With the used Material PC / ABS Bayblend T85XF from Covestro it shows 8 to 10% weight reduction due to foam inside at 2 mm. With additional "negative embossing" by opening the tool to 3.5 mm wall thickness after volumetric filling the weight saving achieves even 45% compared to a compact moulded part.
The observation what happens inside the hot runner system and inside of the cavity monitored with temperature, pressure and flow sensors is the basis to increase process efficiency and process reliability which is realized by CAVITY EYE.
Tolerance band monitoring of cavity pressure by CAVITY EYE
Cavity pressure is the most important criteria for the part quality during injection moulding. In this project this is realized in the nozzle side of the tool measuring indirect via strain gage sensors behind ejector pins, which are in contact with the melt inside the cavity. Sensors are placed in the clamping plate of the fixed half. This enables easy mould maintenance without any sensor removal or risk of cable damage. These sensors don´t have the need to be removed from its installation place which is highly appreciated by maintenance staff of injection moulders
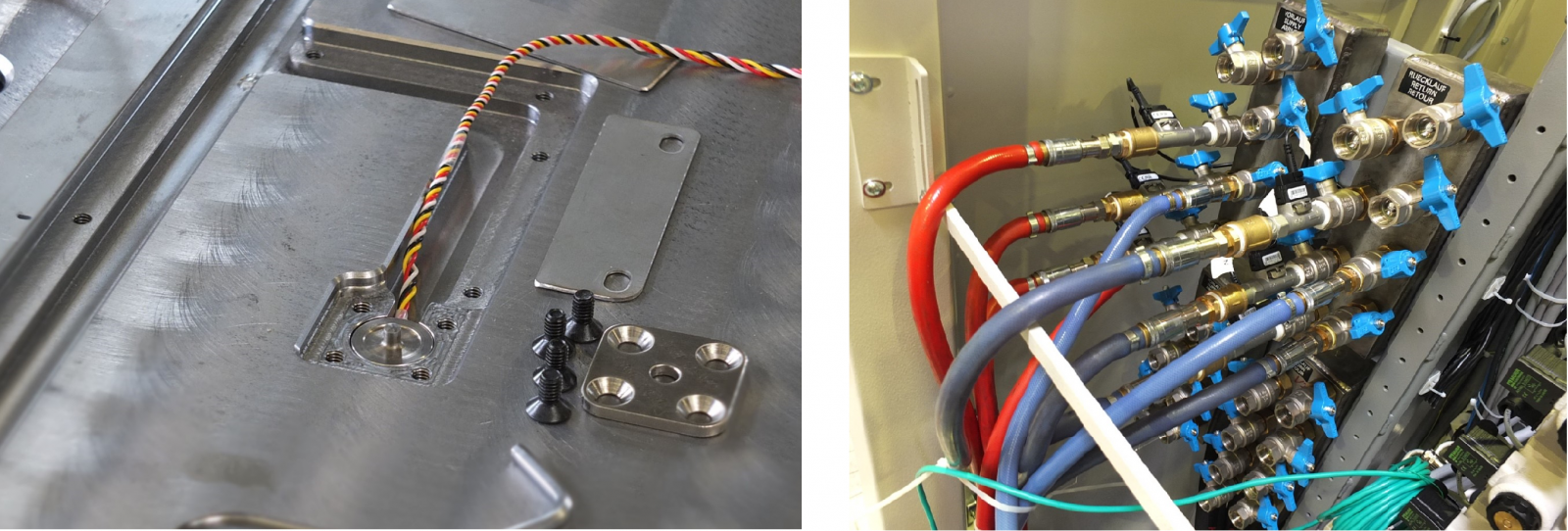
Cavity Eye cavity pressure sensor in clamping plate protected by steel covers (left), Temperature and water flow monitoring for cooling lines (right)
With the CAVITY EYE monitoring system the cavity pressure values, various machine data, process parameters, tool temperature and water flow in the tool is observed. It creates notifications like automatical messages by E-Mail even if a single process parameter shows minor deviations. Therefore it is easy to check the complete process on the large monitor installed at the machine and the setter can adjust parameters before there will be produced any scrap.
The parameters shown on the large monitor at the injection moulding machine can be put together customized for each specific project.
It is also suitable for parallel monitoring of multiple machines. The configuration is open for other electrical signals e.g. from the hot runner system where in this specific customized project 16 additional sensors are monitored at the same time.
All measured values get a common time stamp and this enables process monitoring in real time as well as error analysis out of historic values for any root cause analysis. In this specific project the system monitors the cavity pressure and evaluates any further deviations out of the defined tolerance band of all involved sensor signals. These parts would be separated as scrap by the robot system if they were out of range.
The “plug and play” system with memory inside the tool socket automatically provides automatic tool recognition with data transfer of the reference pressure curve and tolerance band by connecting the CAVITY EYE Smart Mould Plug with the tool. Failures by manual settings can so be avoided in any case.

Cavity Eye dashboard showing machine data, environment and process data
Developing for the future, provide solutions for the present
CAVITY EYE enables injection moulders to avoid "classic" operator errors on the tool during setting, wrong parameter inputs, or even failures at temperature control devices by supervising the complete injection moulding process.
Thomas Braun
Managing Director
CAVITY EYE Deutschland GmbH
Read the full article published from K-Profi at: https://www.wininmo.de/aktuelles/