Measuring the melt viscosity in practice - Part 1

01.03.2021 | 8 min
By András Szűcs
Purpose of measurement:
To acquaint machine setters and technologist with a method so they are able to determine the viscosity of the material in function of temperature and velocity using injection moulding machine.This to fing the right injection speed during filling phase of the cavity.
Introduction
In industrial environment the viscosity is usually measured with MFI device, or rarely with a viscosimeter. The apparent viscosity can be determined by the ratio of shear stress (τ, read: „tau”) and shear velocity (γ ̇, read: „gammapoint”). To determine the real viscosity for scientific measurements of materials with high viscosity (polymer melt), it is necessary to use many corrections (Bagley, Dissipation, Mooney, Weißenberg-Rabinowitsch). During a production start it is helpful for the technologist if he can determine followings in a short time:
- How different the viscosity of the melt from predefined reference value;
- The raw material is mostly the same as the specified material quality;
- There is no change in molecule mass because of not proper drying, grind, or degradation;
- Adequate material temperature;
- If geometry of the nozzle on the end of roll is same as the specification;
- Find the injection speed limitation during filling phase of the cavity.
As you can see from the list above, knowing the viscosity and environment of production is important not only from a theoretical point of view but it can help a great deal at every machine start. It gives an immediate answer to material mixing, and differences between batches of materials.
It is important to emphasize that the test can be performed in really short time and it gives an immediate answer if the production can be started.
Theoretical summary
What the meaning of viscosity?
Viscosity is internal friction on a molecular level, the resistance of the material against the flow.
Viscosity of material depends on:
- Flow geometry
- Material types and additives (chemical structure and components)
- Molecule mass and molecule mass distribution
- Temperature
- Shear velocity and
- Pressure in a small amount
If there is a change in any of the above-mentioned parameters, there will be a change in the viscosity of material. This change can be a few percent or even several order of magnitude. It is recommended to know the viscosity of the material before starting production as it is one of the basic parameters that determines the technology.
The apparent viscosity can be determined by the force and velocity in the flow cross-section:
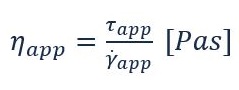
where η_app is the apparent (without correction) viscosity, τ_app is the apparent shear stress, and γ ̇_app is the apparent shear velocity. The shear stress can be calculated by knowing the pressure and flow geometry (in this case diameter):
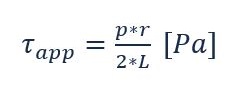
where p [bar] the pressure in front of the nozzle, r [mm] nozzle radius, L [mm] nozzle length. To calculate the viscosity and flow curve you need to know the nozzle geometry (Figure 1.) To determine the apparent viscosity, you need to know the injection rate:
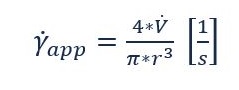
where V ̇ [cm3/s ] is the set volume flow on the injection machine and r [mm] is the nozzle radius.
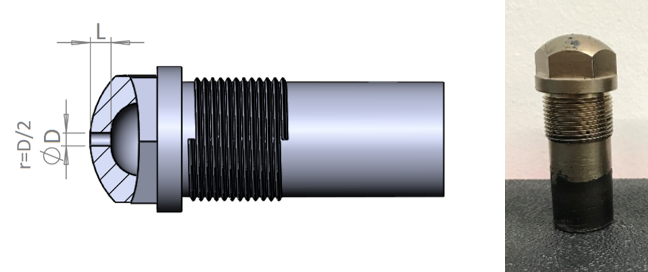
Figure 1. The model and dimensions of the used nozzle
Preparations and procedure of the measurement
We summarize the plan for the measurement in a table, which contains the most important information about the material, temperature, and nozzle geometry. The following parameters are necessary for the measurement:
- Set parameters
- Nozzle geometry (length, geometry)
- Material temperature
- Injection rate
- Measured parameters
- Corresponding pressure
- Parameters to verify
- Real injection rate and profile (machine ability)
- Anyaghőmérséklet
The measurement can be done without validation, but it is useful to check if the injection moulding machine is able to work with the set parameters. It is advisable to check the melt temperature by using several dosing paths to ensure an acceptable temperature distribution. It is not uncommon that there is up to 50°C difference between the set and measured temperature value because of a wrong connected thermocouple or due to too high dosing velocity.
When choosing material temperature, the recommendations on the material datasheet need to be considered. It is recommended to complete the measurement on 3 different temperature between the lower and upper limits. The cylinder temperature should be the same as the used during the production. The injection rate should be chosen from the frequently used range, but the flow rate should be constant.
The measurement should be done at several different velocity (at least 3) to obtain the shear velocity characteristics of the material. The apparent viscosity curve of the material can be constructed using multiple velocities. The viscosity of polymers decreases with increasing flow rate. The rate of decreasing is different for every material types. In case of polycarbonate the decrease of viscosity is minimal, but in the case of polyethylene this can be several orders of magnitude. During injection moulding the practical shear velocity in the mould cavity can be 100-1000 1/s.
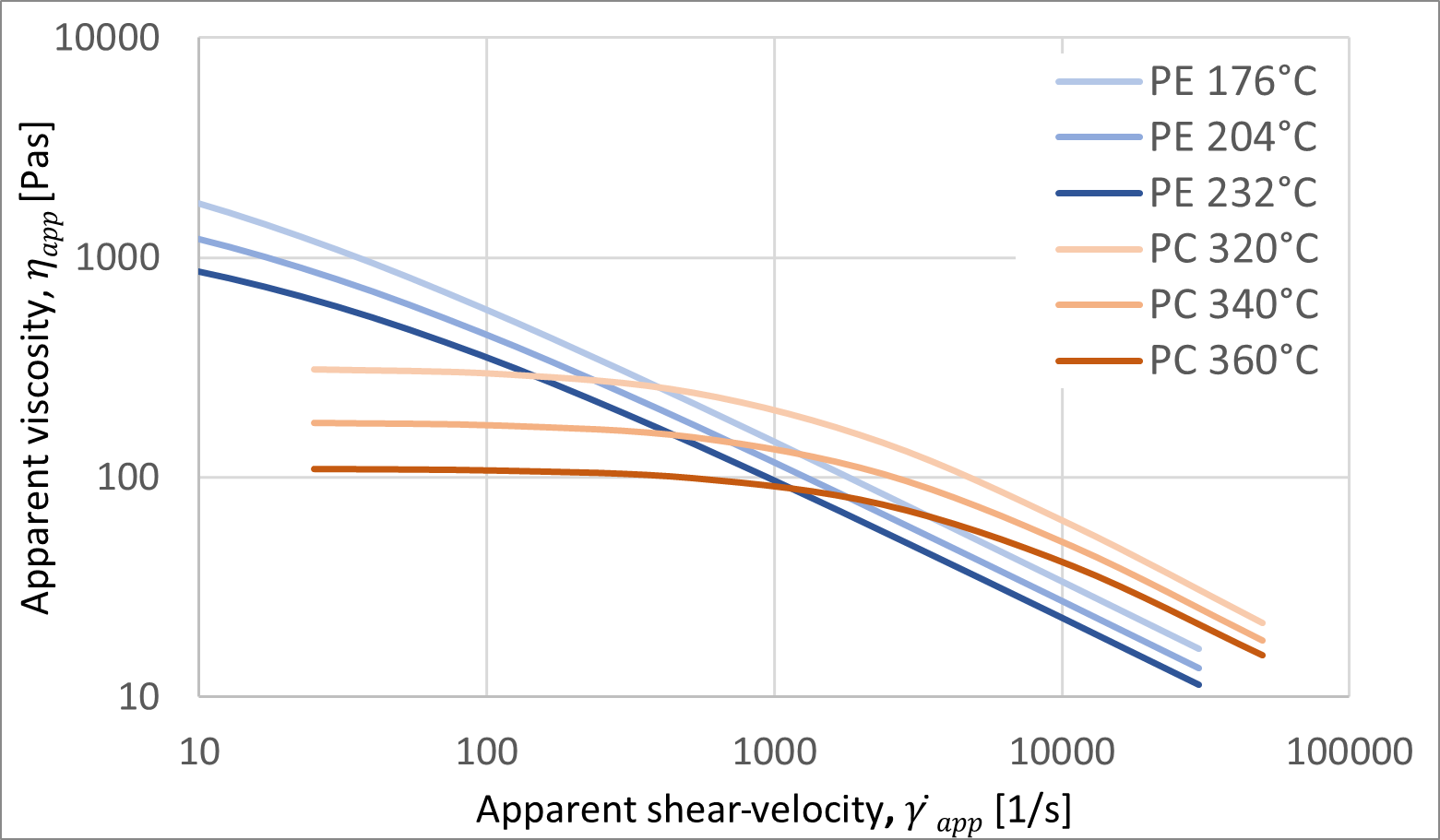
Figure 2. Comparison of PE and PC viscosity on different temperature in function of shearing
The sensitivity to shear (n) is the material’s reaction to shearing, it can be made up as the ratio of the viscosities that were determined at different velocities. The experienced machine setters are already aware of this phenomenon, but with this method they will be able to quantify it. The Shear stress factor shows how much the viscosity of the material decreases with increasing of the velocity. So the injection rate can be set to optimal value and with smallest distribution.
In the technical literature the viscosity curves are usually displayed on a log-log scale, but in practice the traditional display is more expressive because it illustrates the effect of the velocity and temperature on the flowability, and the shear velocity available with the injection moulding machine is limited.
The second part of the article contains the implementation of the measurement and the evaluation of the results.