When the hot runner "runs too hot"
-
About the company
Our customer is a manufacturer and supplier of technical products with more than 30 years of experience in Slovenia. Their products are mainly produced for the European market, the largest part of which is the German automotive industry. They are also in contact with companies in the household appliances, electronics, and hygiene industry.
Thanks to increasing demand and development, it has grown into one of the most important medium-sized companies in Central Europe producing injection moulded products.
-
Goal
Our customer’s main goal was to implement automatic separation of incomplete and flash products, so the defective products could not reach their partners. They were also looking for a solution to reduce costs, define an optimal technology window that would help them achieve the best possible product quality and maximise the lifetime of their tools.
To achieve their goals, they chose Cavity Eye since the indirect measurement method makes it easy to prepare the tool to receive the sensors and mould maintenance does not affect the measurement accuracy of the sensors. In addition, the high operating temperature of the pressure sensors was also a factor in their decision.
-
Challenge
The first step of the project was to examine the product that was causing problems for the customer. The selected mould is used to produce automotive connectors made from polyamide.
For this product, the most common problems were short shot and flash which, based on the data received, could be caused by an unstable mould and process, and hot runner problems. The hot runner for the polyamide was running at a much higher temperature (340°C) than ideal, which caused degradation of the material. This indicated that optimisation of the hot runner temperature was also needed to eliminate manufacturing defects.


Figure 1. Incomplete (up left) and flash (up right), and the good product (down)
-
Solution
We have examined the 3D models and we have determined based on the available data the modifications that needed to be made on the mould for the pressure sensors.
After installing the system and checking if it was working properly, the first mould test showed which problems needed to be addressed:
- Hot runner system - too high temperature
- 20°C difference between the lowest and highest nozzle temperature in the hot runner (optimum <5°C)
- Cavity balance - large differences between individual nozzles
- Unstable process
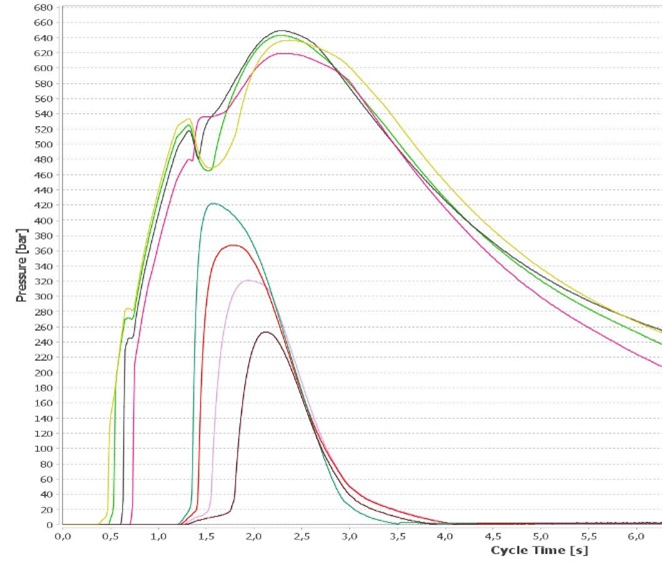
Figure 2. Initial unstable process
The hot runner was operating at too high temperature, causing the material to degrade. The degraded material particles got stuck in the hot runner and randomly clogged some of the gates, resulting defective products. The suggested solution was to check the hot runner and increase the gate cross-sections.
After the modification, when the temperature conditions in the hot runner were checked we saw that the measured and set temperatures were the same. Meaning that the nozzle temperature was successfully reduced, thus the possibility of material degradation decreased. The machine pressure was also reduced, allowing higher injection speeds, which resulted in better cavity balance. The part is completely filled even at a lower cavity pressure, which helps to reduce the number of incomplete parts.
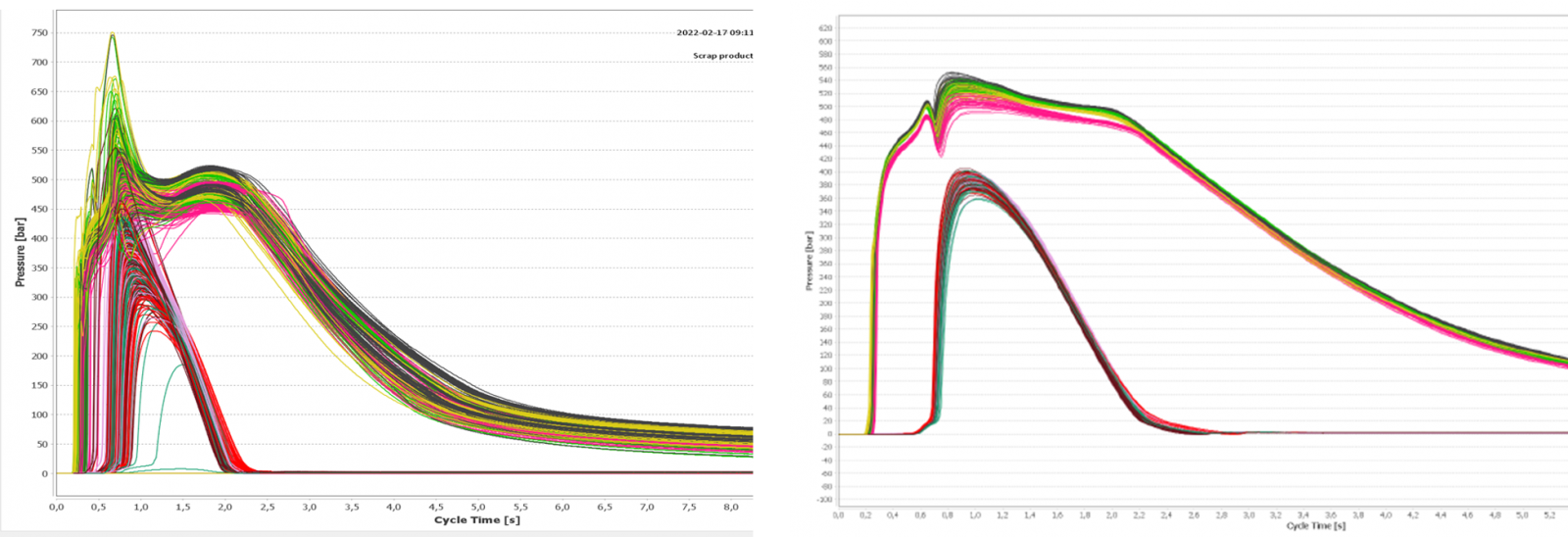
Figure 3. Process stability before (left) and after (right) mould optimization and process parameter changes
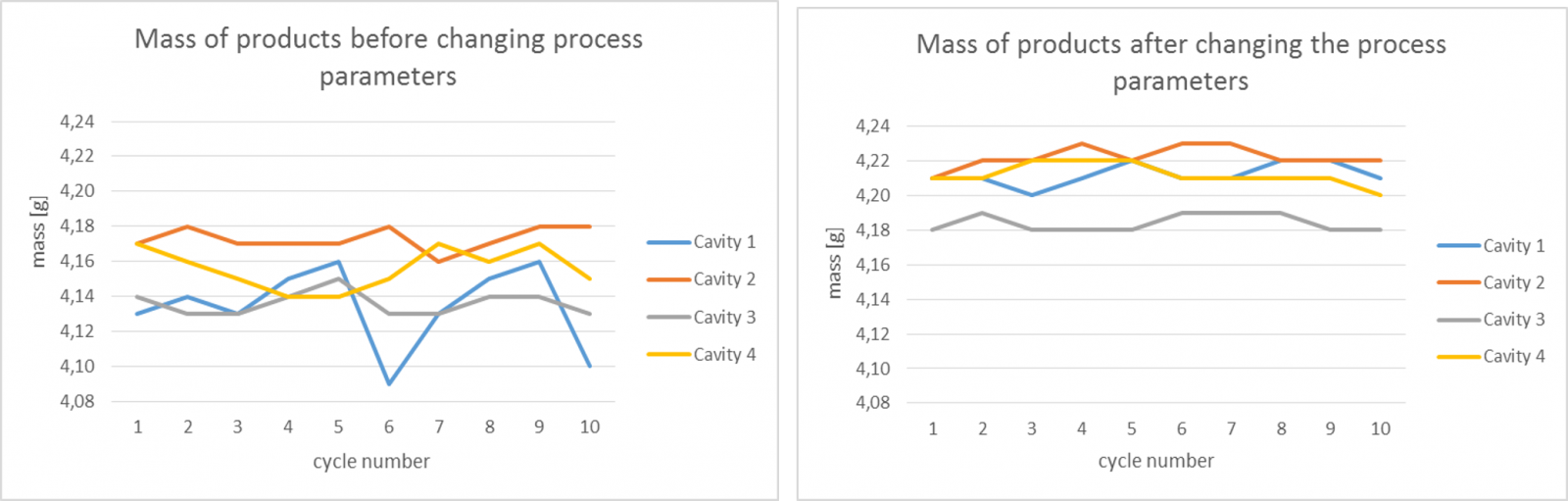
Figure 4. Effect of process stabilisation on product mass: before (left) and after (right) process parameter change
-
Results
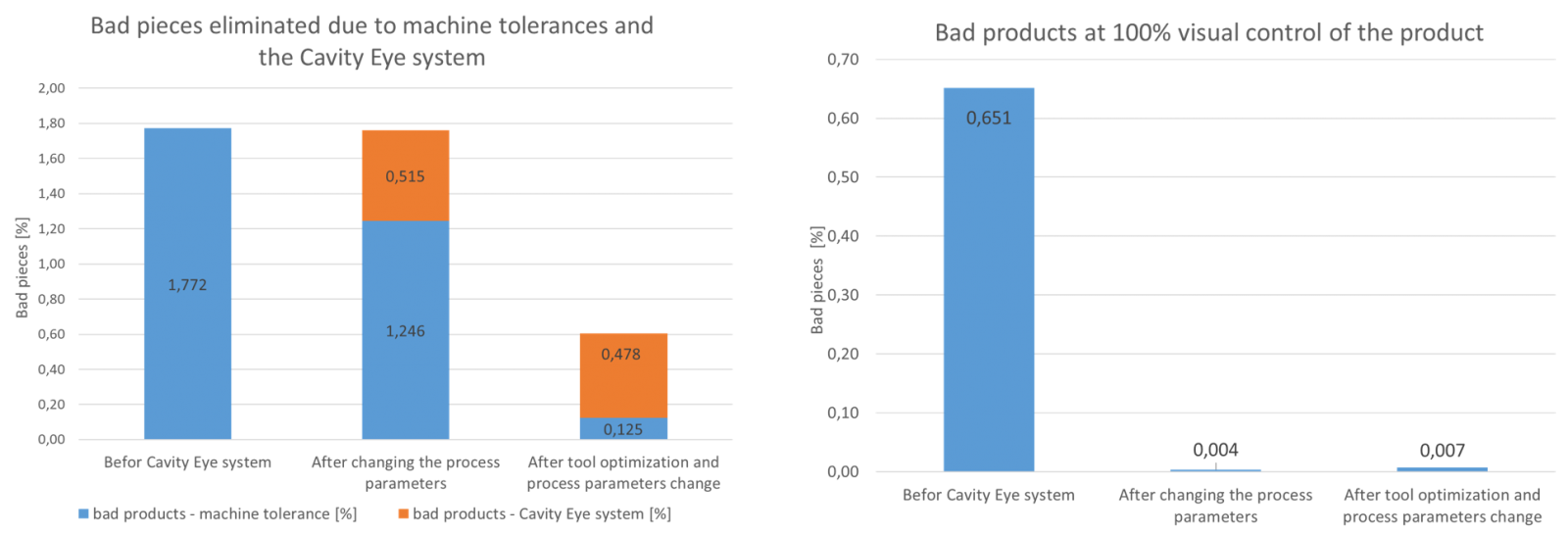
Upgrading the hot runner and changing the cross-section of the gate helped to stabilise the process and eliminate accidental blockages. The mould and machine produce at lower pressures and temperatures, i.e. around 300-310°C instead of the previous 340°C, which is the maximum operating temperature of the material.

Thanks to these actions, the automatic sorting of scrap is running smoothly, and the quality of the products has also significantly improved due to the stable production technology. During the first test production period, 100% visual inspection of the products did not reveal any short shot or qualitatively problematic part among those rated as good by the Cavity Eye system. Among the parts rejected by Cavity Eye, there were a few cracked, which were due to product design problems, so the 100% manual sorting was not needed in the subsequent production.