Viszkozitásmérés a gyakorlatban - 3. rész

2021.05.| 4 perc
Szerző: Horváth Szabolcs
A mérés célja:
Megismertetni a gépbeállítókat és a technológusokat egy egyszerű módszerrel, amivel képesek az anyag viszkozitásának meghatározására hőmérséklet és sebesség függvényében a fröccsöntő gép segítségével.
Bevezetés
A viszkozitásmérésről szóló blogcikk első részében a mérés elméleti hátterét mutattuk be (amelyet itt olvashat). A második részben (itt olvasható) a mérés elvégzésének menetét osztottuk meg, a harmadik részben pedig a mért adatok kiértékelésére koncentrálunk.
Mért adatok kiértékelése
Fúvóka geometria változtatásának hatása a viszkozitásra
Az előzőekben bemutatott fröccsöntési sebességek mellett, különböző hosszúságú fúvókákkal is elvégeztük a méréseket. A fúvóka geometria hatását állandó 285°C anyaghőmérséklet mellett végeztük el.
3. táblázat. Átfröccsöntéshez szükséges nyomás a fröccsöntési sebesség és a fúvóka geometria függvényében
|
Vfrcs |
4 mm |
8 mm |
16 mm |
|
1 |
200,00 |
212,00 |
210,00 |
|
2 |
230,00 |
250,00 |
260,00 |
|
5 |
275,00 |
285,00 |
312,00 |
|
8 |
315,00 |
335,00 |
370,00 |
|
10 |
340,00 |
380,00 |
425,00 |
Az átfröccsöntéshez szükséges nyomást (9. ábra) a fröccsöntési sebesség függvényében ábrázoltuk. A fúvóka hosszának a növelése a vártak szerint megnövelte az átfröccsöntéshez szükséges nyomást. A nyomásnövekedés két részből tevődik össze, az egyik a geometria okozta növekedés (hosszabb furat) a másik pedig a hőmérséklet hatása. A fúvóka legvégső része, az orr rész általában nem fűtött. Számos esetben okoz stabilitási problémát termelés közben, ha egy csere során hosszabb fúvóka kerül be a gépbe és azonos beállítások mellett halad tovább a termelés, azonos méretű és teljesítményű fűtéssel. A fúvóka hossz jelentős növelése a fűtés méretének és teljesítményének korrekciójának szükségességét is magával vonja. Jelen mérés során a fúvóka hőmérséklet eloszlását a hossza mentén hőelemmel validáltuk, így csak a geometria hatása látható.
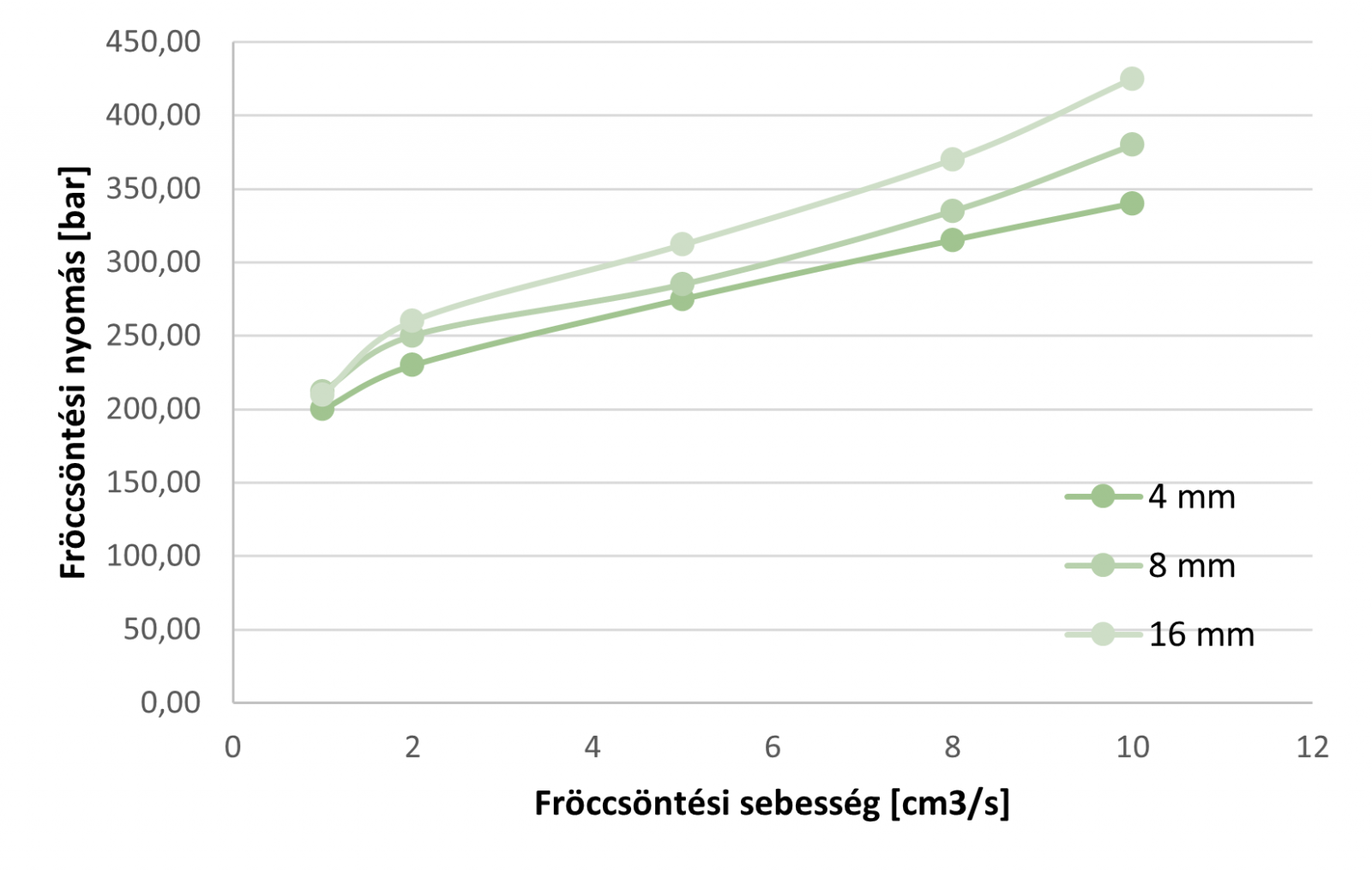
9. ábra: Átfröccsöntéshez szükséges nyomás a fröccsöntési sebesség függvényében, PA66 anyag, 285°C anyaghőmérséklet
A fúvóka hosszának a növekedése a látszólagos nyírási feszültség csökkenését okozta. A molekulák a folyás irányába állva rendeződnek és az orientációnak köszönhetően a folyással szembeni ellenállásuk lecsökken, így a látszólagos nyírási feszültség is alacsonyabb lesz. Fontos megjegyezni, hogy a látszólagos nyírási feszültséget az adott fúvóka geometriára vonatkoztatjuk, tehát az átfröccsöntéshez szükséges nyomásszükséglet természetesen magasabb lesz, minél hosszabb fúvókát használunk, azonban az anyag alacsonyabb mértékű nyírási feszültséget szenved el.
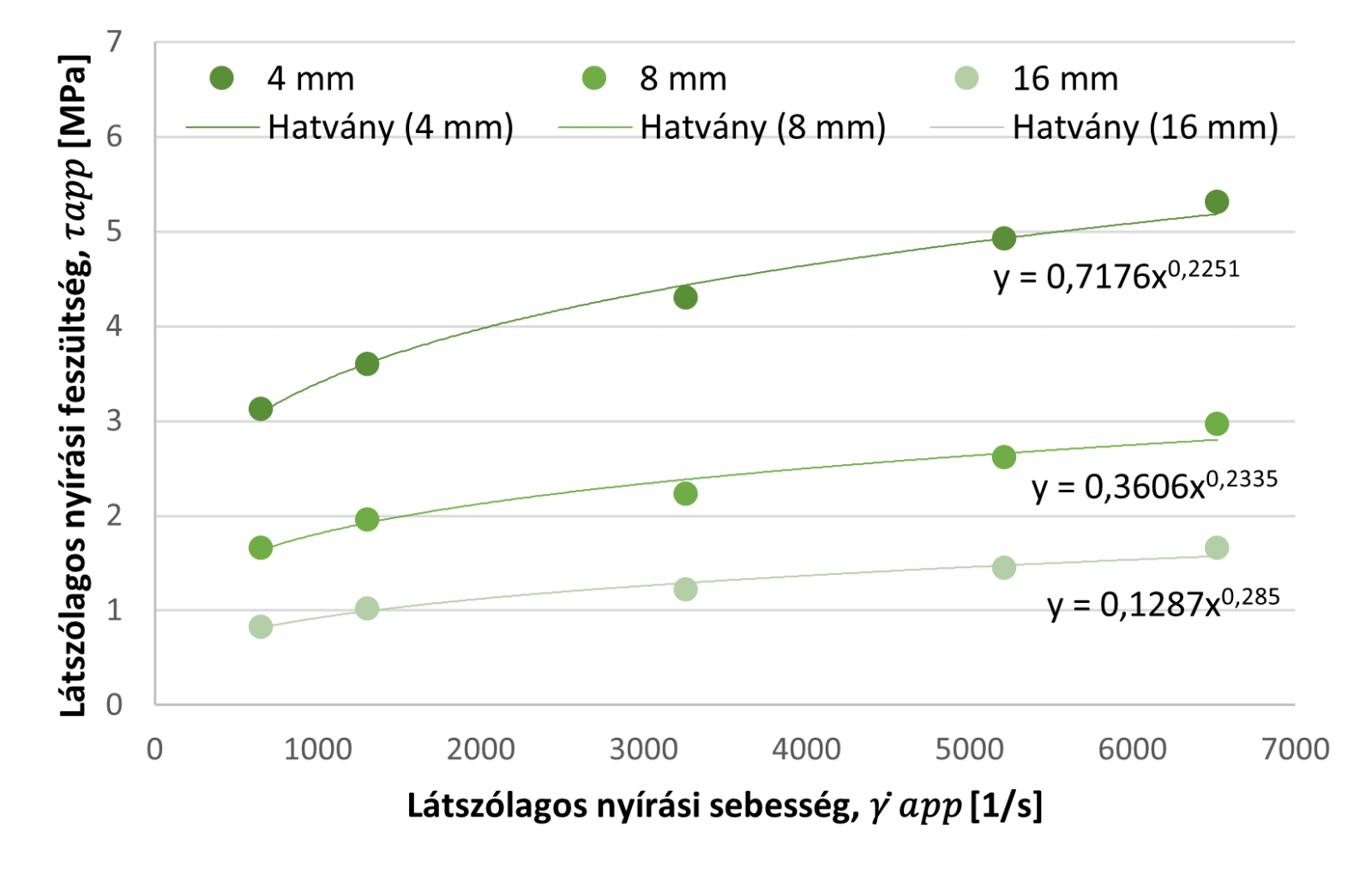
10. ábra: Látszólagos nyírási feszöltség a látszólagos nyírási sebesség függvényében, PA66 anyag, 285°C anyaghőmérséklet
A fúvóka hosszának a növelése a viszkozitás csökkenését eredményezi 285°C anyaghőmérséklet alkalmazása mellett. Érdemes megfigyelni az egyes fúvókák között fellépő különbségeket a fröccsöntési sebesség függvényében. Alacsony átfröccsöntési sebesség mellett (650 1/s - 1 cm3/s) a 4 mm átmérőjű fúvókával 4800 Pa*s viszkozitás mérhető, míg a 16 mm hosszú fúvókán mindössze 1200 Pa*s. Ennek oka, hogy a hosszabb csatornában a molekulák jobban rendeződnek és kisebb lesz a folyási ellenállás. A fröccsöntési sebességet emelve a viszkozitás egyre jobban függetlenedik a fúvóka geometriától. A mérhető különbségek egyre kisebbek lesznek az egyes fúvókák között, 6500 1/s (10 cm3/s) látszólagos deformáció sebesség mellett a különbség mindössze 600 Pa*s alatti a mért értékek között.
A növelt fröccsöntési sebesség tehát segíti a fúvóka geometria okozta különbségek minimalizálását és a folyamatra gyakorolt hatását csökkenteni.
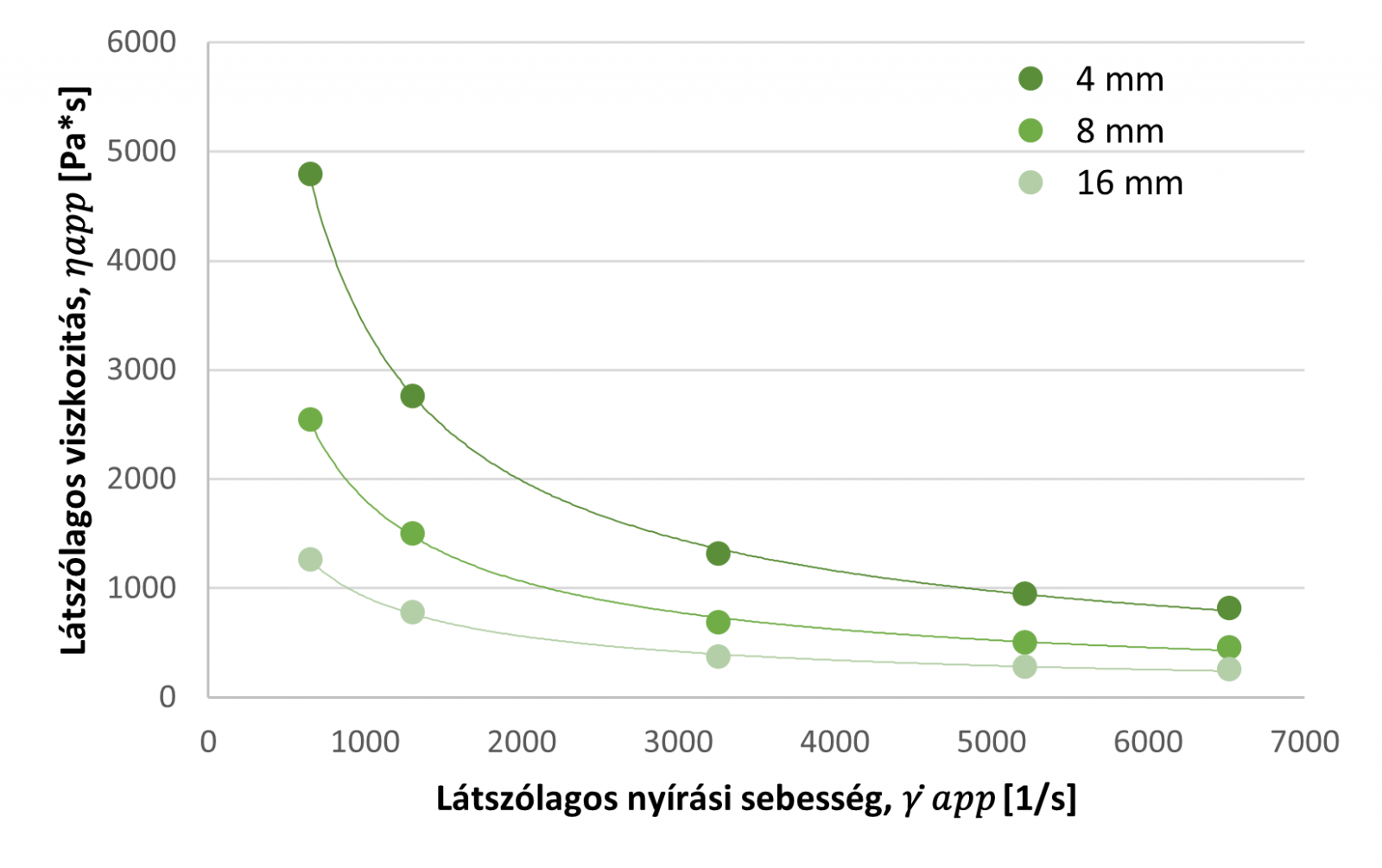
11. ábra: Látszólagos viszkozitás a látszólagos nyírási sebesség függvényében, PA66 anyag, 285°C anyaghőmérséklet
Összefoglalás
A viszkozitás mérése néhány egyszerű lépés sorozataként könnyen és gyorsan elvégezhető egy hagyományos fröccsöntő gépen. A mérés lehetővé teszi, hogy összehasonlítsunk különböző alapanyagokat, illetve azonos, de eltérő gyártási szériában készült alapanyagok tulajdonságait.
Az egyik leggyakrabban változó tényező a fröccsöntés során a felhasznált polimer fizikai, mechanikai, szerkezeti tulajdonsága. Ez részben vizsgálhatóvá és adatokkal alátámaszthatóvá válik a viszkozitás mérési módszer segítségével, így lerövidítve a fröccsöntési folyamat hibafeltárásának a folyamatát. A hőmérséklet megváltozása vagy egy nem megfelelő fúvóka használata jelentősen befolyásolja az egész gyártási folyamatot. Mérésekkel alátámasztható, hogy a sebesség növelésével azonban a hőmérséklet és a fúvóka geometria okozta különbségek jelentősen lecsökkenthetők.